Co to jestWiertła kręte?
Wiertło kręte to ogólne określenie różnych rodzajów wierteł, takich jak wiertła do metalu, wiertła do tworzywa sztucznego, wiertła do drewna, wiertła uniwersalne, wiertła do muru i betonu. Wszystkie wiertła kręte mają wspólną cechę: spiralne rowki wiórowe, od których wiertła zawdzięczają swoją nazwę. W zależności od twardości obrabianego materiału stosuje się różne wiertła kręte.
Według kąta linii śrubowej
Typ N
●Nadaje się do normalnych materiałów, takich jak żeliwo.
●Klin tnący typu N jest wszechstronny ze względu na kąt skrętu wynoszący ok. 30°.
Kąt wierzchołkowy tego typu wynosi 118°.
Typ H
●Idealny do twardych i kruchych materiałów, np. brązu.
●Kąt pochylenia linii śrubowej typu H wynosi około 15°, co skutkuje dużym kątem klina i mniej ostrą, ale bardzo stabilną krawędzią skrawającą.
●Wiertła typu H mają również kąt wierzchołkowy wynoszący 118°.
Typ W
●Stosowany do miękkich materiałów, takich jak aluminium.
●Kąt pochylenia linii śrubowej wynoszący ok. 40° powoduje niewielki kąt klina, co przekłada się na ostrą, ale stosunkowo niestabilną krawędź skrawającą.
●Kąt wierzchołkowy wynosi 130°.
Według materiału
Stal szybkotnąca (HSS)
Materiał można ogólnie podzielić na trzy rodzaje: stal szybkotnącą, stal szybkotnącą zawierającą kobalt i węglik spiekany.
Stal szybkotnąca jest używana jako narzędzie skrawające od ponad wieku, od 1910 roku. Obecnie jest to najszerzej stosowany i najtańszy materiał na narzędzia skrawające. Wiertła ze stali szybkotnącej mogą być używane zarówno w wiertarkach ręcznych, jak i w bardziej stabilnych warunkach, takich jak wiertarki. Innym powodem, dla którego stal szybkotnąca jest tak trwała, może być możliwość wielokrotnego ostrzenia narzędzi skrawających ze stali szybkotnącej. Ze względu na niską cenę, jest ona wykorzystywana nie tylko do ostrzenia wierteł, ale również do produkcji narzędzi tokarskich.


Stal szybkotnąca zawierająca kobalt (HSSE)
Stal szybkotnąca zawierająca kobalt charakteryzuje się lepszą twardością i twardością w stanie czerwonym niż stal szybkotnąca. Wzrost twardości poprawia również jej odporność na zużycie, ale jednocześnie obniża jej wytrzymałość. Podobnie jak w przypadku stali szybkotnących: można je stosować w celu zwiększenia liczby cykli szlifowania.
Węglik spiekany (WĘGLIK)
Węglik spiekany to materiał kompozytowy na bazie metalu. W jego skład wchodzi węglik wolframu, który pełni funkcję osnowy, a inne materiały są wykorzystywane jako spoiwa do spiekania metodą prasowania izostatycznego na gorąco oraz szeregu skomplikowanych procesów. W porównaniu ze stalą szybkotnącą, węglik spiekany został znacznie ulepszony pod względem twardości, twardości w stanie surowym i odporności na zużycie. Jednak koszt narzędzi skrawających z węglika spiekanego jest również znacznie wyższy niż w przypadku stali szybkotnącej. Węglik spiekany ma więcej zalet niż poprzednie materiały narzędziowe pod względem trwałości i szybkości obróbki. Do wielokrotnego szlifowania narzędzi wymagane są profesjonalne narzędzia szlifierskie.

Przez powlekanie

Niepowlekany
Powłoki można ogólnie podzielić na pięć następujących typów, w zależności od zakresu zastosowania:
Narzędzia bez powłoki są najtańsze i zwykle stosuje się je do obróbki miękkich materiałów, takich jak stop aluminium i stal niskowęglowa.
Powłoka z czarnego tlenku
Powłoki tlenkowe zapewniają lepsze smarowanie niż narzędzia bez powłoki, są również bardziej odporne na utlenianie i ciepło oraz mogą wydłużyć żywotność narzędzi o ponad 50%.


Powłoka azotku tytanu
Azotek tytanu jest najczęściej stosowanym materiałem powłokowym, jednak nie nadaje się do materiałów o stosunkowo dużej twardości i wysokich temperaturach przetwarzania.
Powłoka z węglikoazotku tytanu
Węgloazotek tytanu powstaje z azotku tytanu i charakteryzuje się wyższą odpornością na wysokie temperatury i zużycie, zazwyczaj w kolorze fioletowym lub niebieskim. Stosowany w warsztacie Haas do obróbki żeliwnych elementów obrabianych.


Powłoka z azotku tytanu i glinu
Azotek tytanowo-glinowy jest bardziej odporny na wysokie temperatury niż wszystkie powyższe powłoki, dzięki czemu może być stosowany w środowiskach wymagających intensywnego skrawania, na przykład do obróbki superstopów. Nadaje się również do obróbki stali i stali nierdzewnej, ale ze względu na zawartość aluminium, podczas obróbki aluminium zachodzą reakcje chemiczne, dlatego należy unikać obróbki materiałów zawierających aluminium.
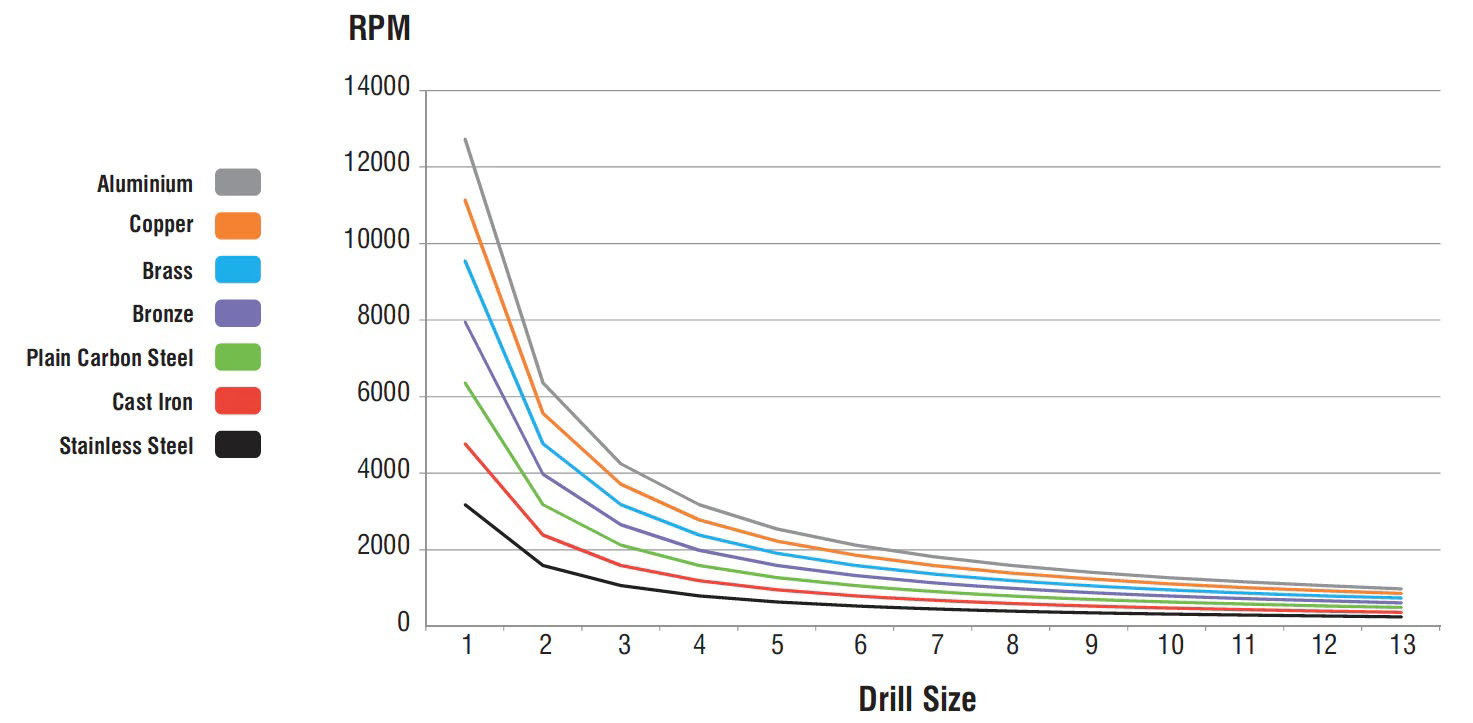
Zalecane prędkości wiercenia w metalu
| Rozmiar wiertła | |||||||||||||
| 1MM | 2MM | 3 mm | 4 mm | 5 mm | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm | 13 mm | |
| NIERDZEWNYSTAL | 3182 | 1591 | 1061 | 795 | 636 | 530 | 455 | 398 | 354 | 318 | 289 | 265 | 245 |
| LANE ŻELAZO | 4773 | 2386 | 1591 | 1193 | 955 | 795 | 682 | 597 | 530 | 477 | 434 | 398 | 367 |
| ZWYKŁYWĘGIELSTAL | 6364 | 3182 | 2121 | 1591 | 1273 | 1061 | 909 | 795 | 707 | 636 | 579 | 530 | 490 |
| BRĄZOWY | 7955 | 3977 | 2652 | 1989 | 1591 | 1326 | 1136 | 994 | 884 | 795 | 723 | 663 | 612 |
| MOSIĄDZ | 9545 | 4773 | 3182 | 2386 | 1909 | 1591 | 1364 | 1193 | 1061 | 955 | 868 | 795 | 734 |
| MIEDŹ | 11136 | 5568 | 3712 | 2784 | 2227 | 1856 | 1591 | 1392 | 1237 | 1114 | 1012 | 928 | 857 |
| ALUMINIUM | 12727 | 6364 | 4242 | 3182 | 2545 | 2121 | 1818 | 1591 | 1414 | 1273 | 1157 | 1061 | 979 |
Czym są wiertła HSS?
Wiertła HSS to wiertła stalowe charakteryzujące się uniwersalnymi możliwościami zastosowania. Szczególnie w produkcji mało- i średnioseryjnej, w niestabilnych warunkach obróbki oraz wszędzie tam, gdzie wymagana jest wysoka udarność, użytkownicy nadal polegają na wiertłach ze stali szybkotnącej (HSS/HSCO).
Różnice w wiertłach HSS
Stal szybkotnąca dzieli się na różne poziomy jakości w zależności od twardości i wytrzymałości. Składniki stopowe, takie jak wolfram, molibden i kobalt, odpowiadają za te właściwości. Zwiększenie zawartości składników stopowych zwiększa odporność na odpuszczanie, odporność na zużycie i wydajność narzędzia, a także cenę zakupu. Dlatego przy wyborze materiału skrawającego ważne jest, aby wziąć pod uwagę liczbę otworów, które mają zostać wykonane w danym materiale. W przypadku niewielkiej liczby otworów zaleca się użycie najbardziej ekonomicznego materiału skrawającego HSS. Do produkcji seryjnej należy wybierać materiały skrawające wyższej jakości, takie jak HSCO, M42 lub HSS-E-PM.
| Gatunek HSS | HSS | HSCO(również HSS-E) | M42(również HSCO8) | PM HSS-E |
| Opis | Konwencjonalna stal szybkotnąca | Stal szybkotnąca ze stopem kobaltu | Stal szybkotnąca ze stopu 8% kobaltu | Stal szybkotnąca produkowana metodą metalurgii proszkowej |
| Kompozycja | Maks. 4,5% kobaltu i 2,6% wanadu | Min. 4,5% kobaltu lub 2,6% wanadu | Min. 8% kobaltu | Te same składniki co w HSCO, inna produkcja |
| Używać | Uniwersalne zastosowanie | Stosować w przypadku wysokich temperatur cięcia/niekorzystnego chłodzenia, stal nierdzewna | Stosować w przypadku materiałów trudno skrawalnych | Stosować w produkcji seryjnej i tam, gdzie wymagana jest duża trwałość narzędzi |
Tabela wyboru wierteł HSS
| TWORZYWA SZTUCZNE | ALUMINIUM | MIEDŹ | MOSIĄDZ | BRĄZOWY | ZWYKŁA STAL WĘGLOWA | LANE ŻELAZO | STAL NIERDZEWNA | ||||
| RÓŻNEGO PRZEZNACZENIA | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| METAL PRZEMYSŁOWY | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| STANDARDOWY METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
|
| |||
| Powłoka TYTANOWA | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| TURBO METAL | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
| HSSzKOBALT | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||
Tabela wyboru wierteł do muru
| CEGŁA GLINIANA | CEGŁA OGNISTA | B35 BETON | B45 BETON | Żelbet | GRANIT | |
| StandardCEGŁA | ✔ | ✔ | ||||
| Beton przemysłowy | ✔ | ✔ | ✔ | |||
| TURBOBETON | ✔ | ✔ | ✔ | ✔ | ||
| STANDARD SDS | ✔ | ✔ | ✔ | |||
| SDS PRZEMYSŁOWE | ✔ | ✔ | ✔ | ✔ | ||
| SDS PROFESSIONAL | ✔ | ✔ | ✔ | ✔ | ✔ | |
| Pręty zbrojeniowe SDS | ✔ | ✔ | ✔ | ✔ | ✔ | |
| SDS MAX | ✔ | ✔ | ✔ | ✔ | ✔ | |
| RÓŻNEGO PRZEZNACZENIA | ✔ |
|
|
|
|